PE 管材連接包括熱熔焊接和電熔焊接兩種方式熱熔焊接是通過加熱板將需要焊接 PE 管材的兩端加熱,加熱到規定熔融溫度,然后在規定的壓力下進行冷卻,最終達到熔接在一起的目的。
1熱熔焊機
熱熔焊機是用來進行對高密度聚乙烯(HDPE)進行加熱焊接的專用設備,焊機的質量直接影響焊接質量, 它的性能要符合ISO12176-1標準要求。其主要由泵站、機架、夾具、加熱板、銑刀等部分組成。
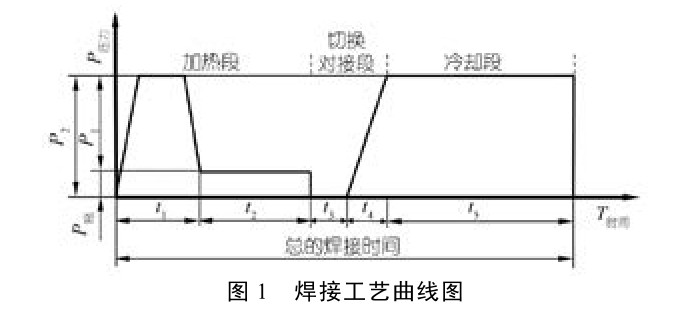
熱熔對接焊焊接的過程分三個階段 :加熱段、切換對接段和冷卻段 ;也就是說在對接焊具備焊接條件的情況下,每一個焊口都要經過這三個階段的循環。熱熔堆焊的工藝參數有三個 :壓力、溫度、時間 ;在工藝溫度下焊接壓力和焊接時間的關系 , 見圖 1。
1.1 溫度
焊接溫度一般為 200~235℃,標準狀況下的焊接工藝參數 PE80 材料焊接溫度為 210±10℃ ;PE100 材料為 225±10℃。
圖中 :
P 1 ——焊接規定 ;
P 2 ——總的焊接壓力,P 2 =P 1 +P 拖 ,MPa ;
P 拖 ——拖動壓力,MPa ;
t 1 ——卷邊達到規定高度的時間,卷邊高度mm ;
t 2 ——對接焊需要的吸熱時間,s ;
t 3 ——撤去加熱板的時間,s ;
t 4 ——壓力升到P2所需要的時間,s ;
t 5 ——冷卻時間,min。
1.2 壓力
需焊接的焊接面的標準壓力或力值 P 0 =0.15 N/mm 2 。
1.3管材 / 管件所需的對接力公式為 F1 =P0 . A式中 :
F 1 ——管材 / 管件所需的對接力,N ;
P 0 ——作用于管材上單位面積的力,0.15 N/mm 2 ;
A——管材 / 管件截面積,mm 2 。
焊機的液壓系統給出的力 :F2 =P1.S式中 :
F2 ——焊機需要輸出的對接力,N ;
P1 ——焊機液壓系統壓力,MPa ;
S——焊機液壓缸活塞的有效面積,mm 2 。
∵ F1=F2
∴ P1=P0.A/S
拖動拉力P拖:是焊機夾具克服各種阻力(摩擦力和拖動力)需要的拉力,它是一個變數,根據焊接環境、夾持管材長度、重量不同而調整。焊接總的壓力P2 :P2 =P1+P拖
吸熱時間(s)t2 ;管材/管件壁厚(mm)×10(s),根據材料、壁厚確定。根據氣溫等環境變化時而適當調整。
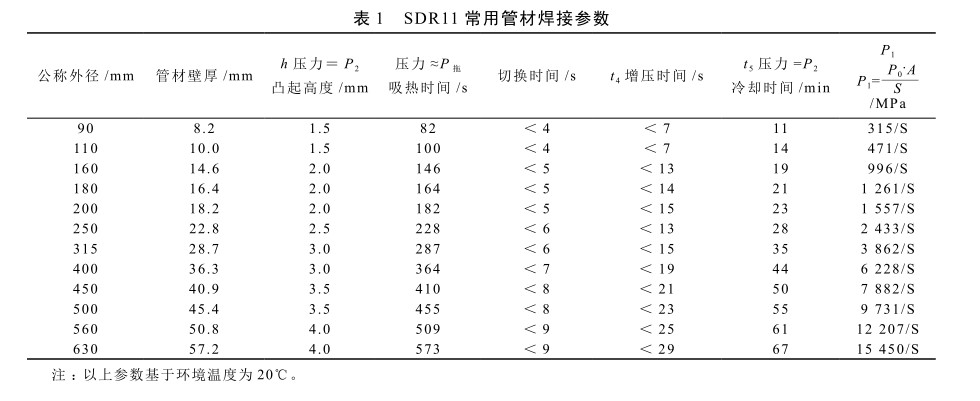
1.4 熱熔對接焊的標準工藝參數熱熔對接焊的標準工藝參數表 1。
2操作步驟
2.1準備工作
(1)檢查液壓系統 ;
(2)檢查電源電壓、電路,確認電源符合焊機要求 ;
(3)檢查清潔加熱板,加熱板四氟乙烯涂層完好,不得存在破損現象 ;
(4)接通電源,檢查加熱板、液壓系統、銑刀等完好,空載試機 ;
(5)將加熱板加熱到規定溫度后,保持 10 min以上,確保熱板溫度有效區域溫度均勻穩定 ;
(6)準備焊接相關的輔助工具,如扳手等 ;
(7)安裝相應規格的卡瓦,鏈接牢固無松動。
2.2 安裝焊接管材
(1)按工藝要求設定焊接工藝參數 ;
(2)安裝焊接管材,安裝時注意調整同心度,加裝管材支撐導輪,減少拖動摩擦力 ;用卡瓦校正管材橢圓度 ;
(3)將管材焊接端頭內外表面清潔,至少 20 mm。
2.3 銑削焊接管材端面
(1)調整好管材端頭錯口符合要求后,放上銑刀,鎖上安全鎖,防止銑削時銑刀晃動 ;
(2)啟動銑刀,轉動正常后,啟動液壓系統逐步加壓到規定壓力開始銑削管端,當銑削兩端都形成連續的長屑,且寬度等于壁厚后,逐步降壓,打開機架,關閉銑刀,撤去銑刀 ;
(3)將銑削下來料屑清理干凈。
2.4 檢測拖動壓力
(1)均勻緩慢加壓閉合機架,觀察液壓壓力表,機架開始運動時壓力值為拖動壓力(P 拖 ),注意 :每次焊接都必須測量拖動壓力(P 拖 );
(2)檢查焊接端面,檢查焊接面的錯邊量,錯邊量 < 壁厚 10% ;
(3)加壓到焊接壓力,檢查管材安裝是否夾緊 ;如果未夾緊重新夾緊 ;
(4)檢查沒問題后,打開機架。
2.5 焊接管材端面加熱
(1)放上加熱板,閉合機架,開始加熱,調整壓力至焊接總壓力 (P 2 )= 拖動壓力 (P 拖 )+ 焊接壓力(P 1 );
(2)當加熱板兩側卷邊高度達到規定值時,迅速降壓至拖動壓力(P 拖 )開始吸熱并計時,吸熱時間必須要達到規定時間。
2.6 熱熔焊接
(1)吸熱時間到后,打開機架,立即撤去加熱板后,立即閉合機架,在規定的時間內,將壓力勻速升至焊接壓力 ;
(2)開始冷卻,冷卻計時。
2.7 拆卸卡瓦,焊接結束
冷卻時間到后,降壓至 0,松開卡瓦,取出焊接完的管材,打開機架,焊接結束,進行下一個焊口焊接。
3電熔焊接
電熔焊接焊接原理 :通過專用電熔焊機將預埋在電熔管件內表面的電阻絲通電后發熱,使電熔管件內表面和承插管材的外表面達到熔化溫度,熔化融合,冷卻后成為一體,達到焊接目的
電熔焊機有半自動和全自動焊機,全自動電熔焊機焊接時,焊接參數是由焊機讀碼器直接掃描電熔管件上的條碼,將所有的焊接參數自動輸入焊機,然后進行焊接。
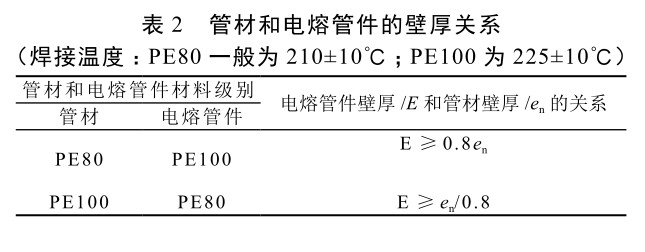
電熔焊適用于不同材料等級和不同 SDR 系列管材的連接,但是應當注意電熔管件材料的分級(最小環向應力“MRS”)和壁厚,當使用的電熔管件用于連接的管材不是由相同“MRS”分級的聚乙烯(PE)材料制造時,管材和電熔管件壁厚之間關系應當符合表 2。
4操作步驟
4.1 焊接準備工作
(1)檢查電源電壓,確認電熔焊機連接電壓在焊機要求的范圍之內。
(2)電源線滿足焊機輸出功率的要求。
(3)焊機接地良好。
4.2 電熔焊接
(1)打開電容焊機,焊機正常,無報警。
(2)準備焊接管材,管端面平整,垂直軸線。
(3)量取電熔管件承插長度,在承插焊接管材上劃線,標示清楚。
(4)用專用刮刀刮去管材表面氧化皮 :將劃線內需焊接的管材表面刮去 0.1~0.2 mm 厚度,保持清潔干燥。
(5)承插安裝 ;將電熔管件套在需焊接的管材上,承插至劃線標記處。
(6)安裝固定 ;用專用的電熔卡具進行安裝固定,必要時復圓,確保管材圓度和焊接同軸度。
(7)接通電源。
(8)調整電熔焊機,調至“自動”焊接模式
(9)用掃描器讀取條碼,讀取焊接參數到電熔焊機。
(10)起動焊機自動焊接,同時自動計時儲存有關焊接參數。
(11)焊接結束 ;根據焊機提示,關掉電源 ;進行下一個焊口。
5總結
PE 管材焊接方式主要包括熱熔對接焊和電熔焊接,兩種方式的焊接設備不同,焊接工藝也完全不同,熱熔對接焊主要焊接參數包括焊接壓力和時間,電熔焊接主要注意焊接電流和焊接時間,不同情況下采用不同的焊接方式,各有利弊,只要嚴格按照要求操作,都能保證焊接質量。